解决方案:
①涂布前对基材进行静电消除。
②调整干燥条件(温度、风速等)。
③调整涂布液表面活性剂浓度。
④增加供液点数量或优化供液位置。
03
条状弊病
涂层中出现于与基材运行方向垂直、平行或不规则的条带状缺陷。
产生原因:
①涂层在运行过程中,与导辊或者某种固定的硬物接触,受到表面损伤。
②涂布液中内存在异物,在涂布液输送或铺展过程中涂层层流状态受到破坏,形成了条状类弊病。
③基材表面存在异物。
④涂布液的黏度和表面张力高,与涂布条件(涂布间隙、车速)不匹配时产生类似于灯芯绒状均匀的竖向条道。
⑤设备机械振动或抖动导致涂布不稳定造成。
解决方案:
①过滤涂布液中异物。
②使用粘辊或表面处理去除基材表面的异物。
③调整涂布速度和涂布液黏度。
④保证设备稳定性。
04
凹陷
涂层表面形成不规则凹陷区域。
产生原因:
①基材表面异物引发凹陷。
②基材局部润湿不良区域同时成为凹陷与凹痕起点。
③涂布液内混入异物触发凹陷形成。
解决方案:
①清洁基材表面。
②提高基材的润湿性。
③对涂布液进行脱泡处理。
④降低涂布液表面张力。
05
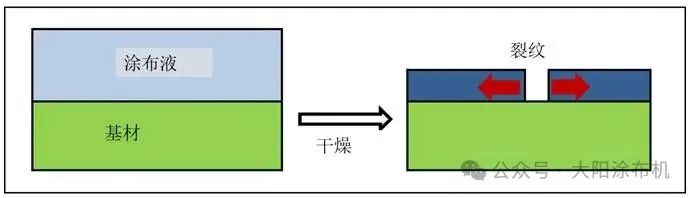
龟裂
涂层表面出现纵横交错裂纹的缺陷。
产生原因:涂层内应力大于涂膜内聚力
解决方案:
①提高粘合剂分子量。
②添加增塑剂。
③减少填料的重量(或比例)。
④降低干燥速度。
06
异物
异物颗粒嵌入涂层形成凸点或凹坑。
产生原因:
①混入涂布液中的灰尘。
②粒子分散不充分。
③带有正负电荷等异种材料的凝聚物。
④因涂布液存放时间产生的凝聚物。
解决方案:
①避免使用浓稠材料或形成局部浓度过高区域。
②维持适宜pH值并充分搅拌。
③避免施加剪切力。
④消除毛刺。
⑤涂布前通过过滤去除异物。
07
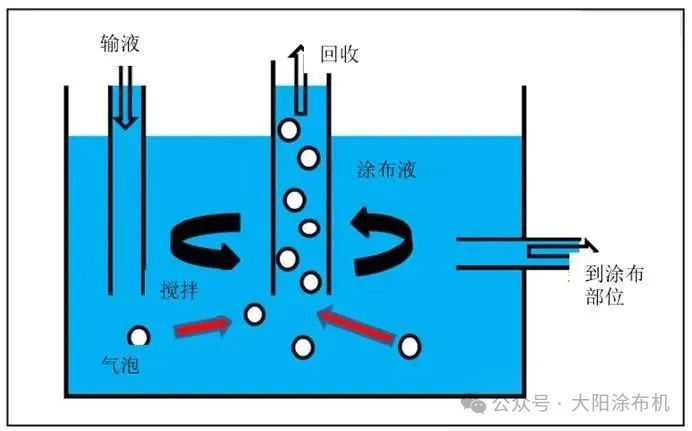
气泡
涂层中出现的封闭型或开放型的球形空腔。
产生原因:
①在涂布液制备或输送中带入空气。
②烘箱高温和挥发性溶剂情况下,涂层温度接近涂布液沸点,形成溶剂蒸汽气泡。
③涂布液在涂布工位溶解气体达到饱和状态,在烘箱高温下膨胀。
解决方案:
①机械消泡法(如超声波、离心力等)。
②化学消泡法(添加消泡剂)。
08
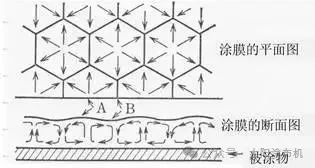
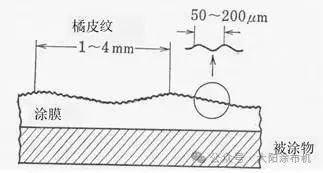
橘皮
涂层表面都发生有类似橘子表面的凹凸。
产生原因:
干燥过程中涂布液因贝纳尔空穴(一种热对流涡流)引发表面流动,形成凹凸形态并在固化时被直接保留。
解决方案:
①改变干燥条件(如调整干燥温度等)。
②精确控制涂布液用量。
09
白化现象
干燥后涂层表面呈现白色浑浊,可能全面或部分发生。
产生原因:
①涂布液相分离(尤其在混合溶剂体系中易发)。
②水分影响
干燥空气中水分冷凝致表面粗糙;
水分渗入涂层(乳胶膜对此高敏感)。
③表面有微裂纹等缺陷。
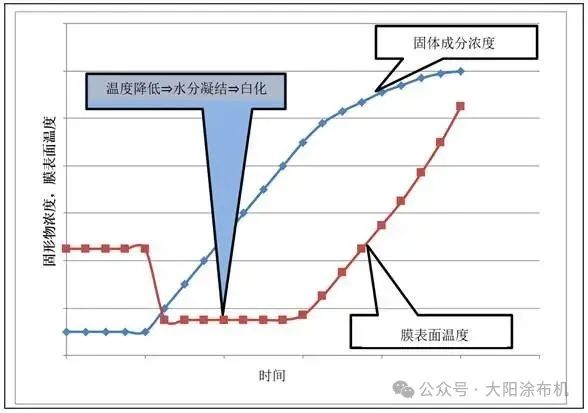 白化发生的机制
白化发生的机制
解决方案:
①改变溶剂组成。
②缓慢干燥(如添加少量高沸点溶剂)。
③降低干燥空气的湿度。
10
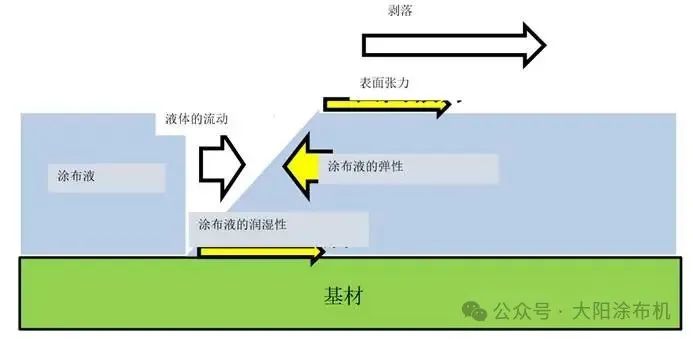
粘合不良
涂层与基材之间或涂层内部各层之间的结合力不足,导致涂层出现局部或整体脱离基材。
产生原因:
①表面活性剂在涂布干燥过程中分布不均,粘合恶化的程度因表面活性剂的种类和量而异。
②干燥条件和热处理也可能导致粘合不良。
解决方案:
①筛选与基材相容性更高的表面活性剂。
②采用梯度升温干燥(如分段控温),降低表层过早固化风险。
11
空气刮蹭
湿涂层在烘箱中与空气刮擦,在表面形成的不规则“擦伤”。
产生原因:
①基材在传输过程中张力控制不稳定或低张力控制,导致基材振动与高速气体产生刮擦。
②喷嘴位置不精确。
③基材受热发生卷曲变形。
④悬浮干燥箱中,上下箱体气压不平衡,导致基材运行不稳定与喷嘴碰撞。
解决方案:
①实施稳定的张力控制。
②确保所有喷嘴精确处于同一中心线上(精度在制造商规定范围内)。
12
褶皱
基材收缩引起涂层形成小脊或沟槽。
产生原因:
基材在高温下变软引起的永久变形。
解决方案:
①在基材表面预涂耐高温涂层。
②更换更为合适的基材。
13
干燥带
由于干燥速率的差异或者空气喷射引起的涂层表面的扰动。
产生原因:
撞击基材上的空气在整个基材面上分布不均。
解决方案:
①降低风速(即降低烘箱起点恒速率干燥阶段的干燥速率)。
②增加涂布液的黏度。
14
流挂
涂层在水平或垂直方向上发生流动和滴落。
产生原因:
干燥风速过小,干燥速度过慢。
解决方案:
①增加涂布液黏度。
②增大干燥风速和干燥速度。