在卷对卷涂布生产过程中,精确的张力控制和适当的张力设置是能否生产出合格产品的关键所在。由于不同的基材有不同的张力设定范围,因此要通过控制装置对相关单元进行张力控制,以实现基材的稳定运行和工艺要求。
张力控制系统被广泛应用在锂电池、柔性电子、水处理(过滤膜)、光伏、造纸、光学膜、包装、印刷和纺织印染等行业中。本文介绍了张力的基本概念、检测方法、影响张力变化的因素和张力引发的涂布缺陷以及张力控制。
力:推力或拉力。
力矩:描述力对物体的转动作用。
扭矩:在一定距离处产生或倾向于产生旋转的力。
张力:涂布过程中,电机通过制造扭力,使传动辊和收放卷能够转动,电机依程序要求控制扭矩和速度,进而控制各传动辊之间基材的力,称为张力。
张力检测是张力控制过程中的重要环节,检测信号的精度直接影响着控制精度。根据检测方式的不同,大致分为称重传感器检测和摆辊检测两类。
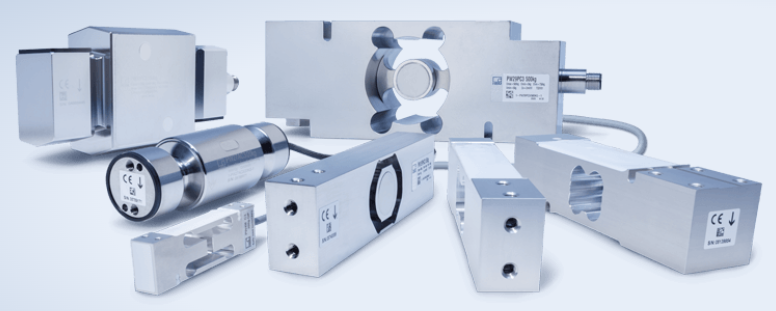
称重传感器是一种测力系统,是通过弹簧元件和应变片的组合,将质量信号转变为可测量的电信号输出的装置。
按工作原理可以分为电阻应变式、电感式、电容式、压电式、压磁式、振弦式等。
按结构形式可以分为S型、柱式、悬臂梁式、剪切梁式、轮辐式、圆环式、箱式等。
优点:测量实际张力,响应速度快,线性好,检测范围宽,维护成本低。
缺点:蓄积量小,对高频扰动响应差,设备的加减速难以处理,不容易实现高速切换卷等。
(图片来源:https://www.hbm.com/)
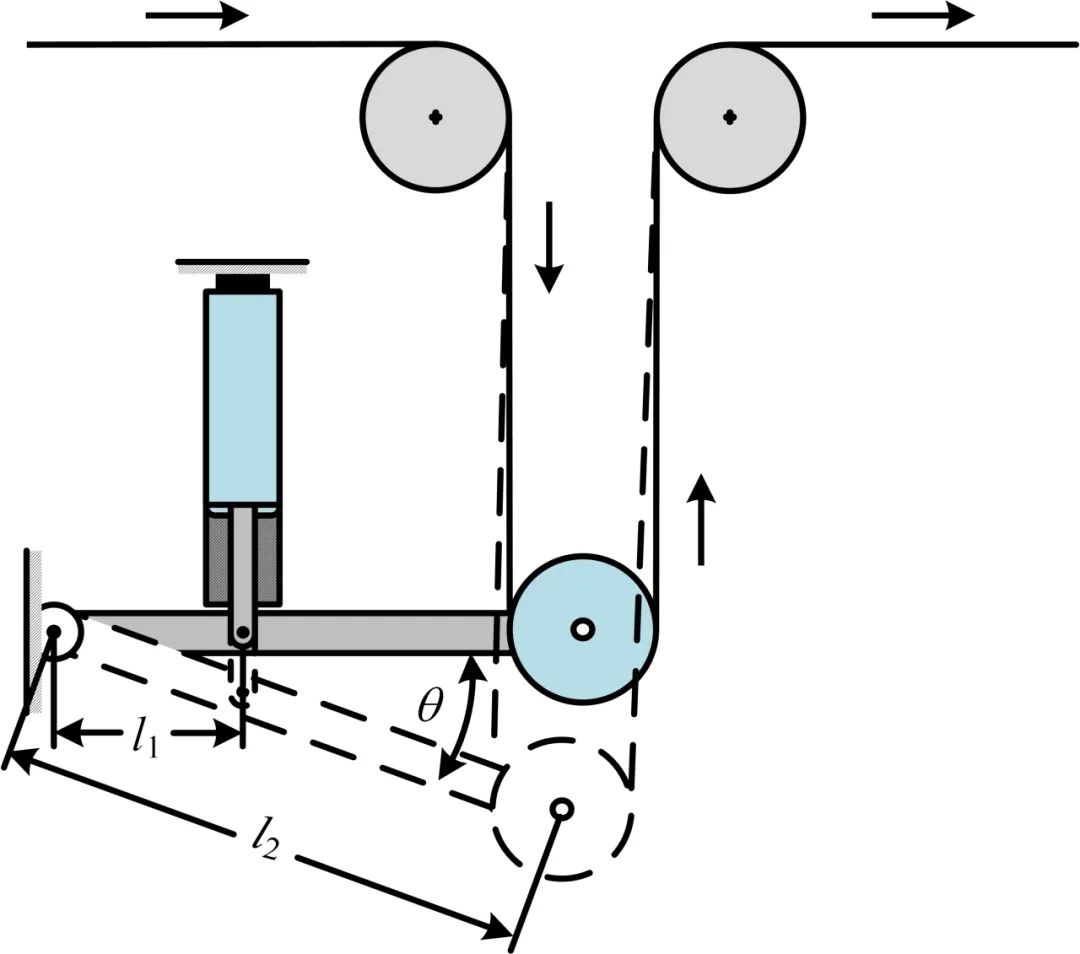
摆辊检测张力是通过电位器来检测摆辊偏离中心零位(摆辊自然垂直位置)的角度,而间接检测张力的大小和变化波动,这个过程需要使用摆辊反馈信号,通过摆辊的位置偏差来反映张力的波动量。
分类:按机械结构可以分为重量调节器式、弹簧调节器式和蓄积器。
缺点:导辊摆动式会导致张力波动,精度不高、寿命短。
(图片来源:A Parameter Self-Tuning Decoupling Controller Based on an Improved ADRC for Tension Systems)
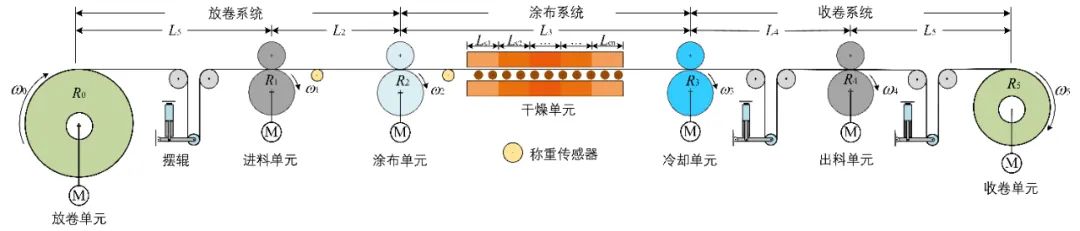
影响张力的各种因素广泛存在于涂布机的各个环节,如放卷单元、涂布单元、干燥单元和收卷单元。
(图片来源:A Parameter Self-Tuning Decoupling Controller Based on an Improved ADRC for Tension Systems)
①基材缠绕不均匀、质量不均匀、卷芯偏心等;
②基材的内在质量水平,如均匀性、直线性和表观弊病等;
③卷料的直径变化、不停机接换卷料、翻转架和卷轴切换导致的机器振动等。
①涂布环境,如温度、湿度、压力、静电和洁净度等;
②涂布工艺参数,如涂布速度、涂层厚度等;
③涂布液的性质,如黏度、表面张力和固含量等。
④热风干燥中烘箱长度、风速、温度、风嘴分布及排列方式等。
收卷单元主要功能为实现基材的收取及保证收卷段张力平稳,避免带材靠内芯处出现皱折或挤成锥形突起。
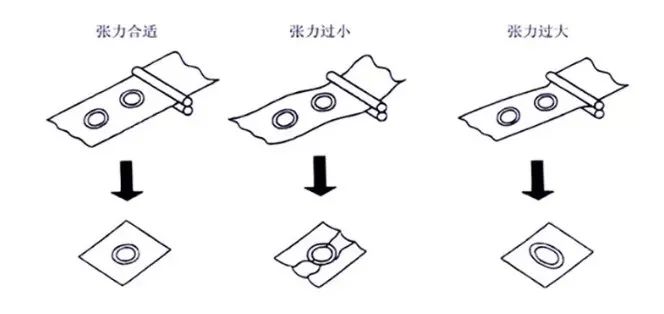
如果生产加工过程张力控制效果不能达到工艺控制的基本要求,将严重影响涂布过程和产品的表观质量:
①橘皮

(图片来源:http://www.fms-technology.com.cn/)


涂布机作为多跨度卷绕系统,具有多个输入和输出,运行时不仅会受到工业生产车间的未知扰动,还存在子系统之间速度与张力的耦合,以及参数随时间变化,因此要通过控制装置对多个相关单元进行张力控制,以实现基材的稳定运行和工艺要求。

(图片来源:张力控制器系统原理及应用行业)
卷绕系统的控制是一个比较具有挑战的工业控制问题。卷绕系统张力控制应用的方法有PID,模糊逻辑,神经网络,最优控制以及鲁棒控制等。近来针对多跨度卷绕系统的料带传输控制,又提出了鲁棒李雅普诺夫反馈控制以及一自由度或二自由度控制策略的多变量H∞控制。
卷绕控制系统一般具有多个子系统,且子系统相互连接,张力与速度之间相互耦合,故其控制不仅需要考虑控制器,还需要考虑控制结构的设计。针对这种大规模互连系统,使用集中控制存在较多缺点,学术界提出了其他的控制结构如分布式控制、分散控制以及重叠分散控制等,以改进控制系统性能。
卷料传送流程的主要在于保证最小的料带损伤,同时以最大的速度传动。为了达到此目的,卷料张力控制至关重要,原因如下:
②有助于减少褶皱,较高的张力有助于减少因卷辊错位而产生的褶皱,但过高的张力反而会引起更多褶皱;
③影响卷辊最外层的张力,从而影响产品辊的外形,最终影响产品的质量。
为了使张力保持在一个相对稳定的状态,一般使用的控制方式有:手动控制、开环控制、闭环控制。
手动控制张力需要操作员根据经验和观察基材的类型、宽度、速度等因素来调整张力,以确保材料在整个涂布过程中保持稳定的张力,主要用在涂布机的放卷单元和收卷单元。
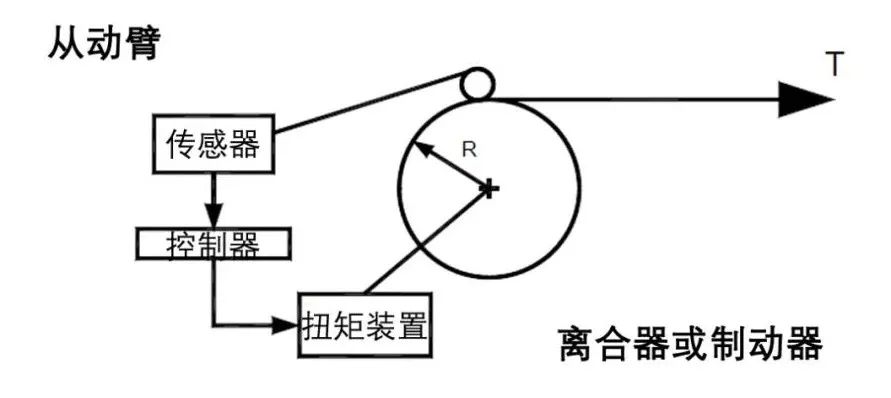
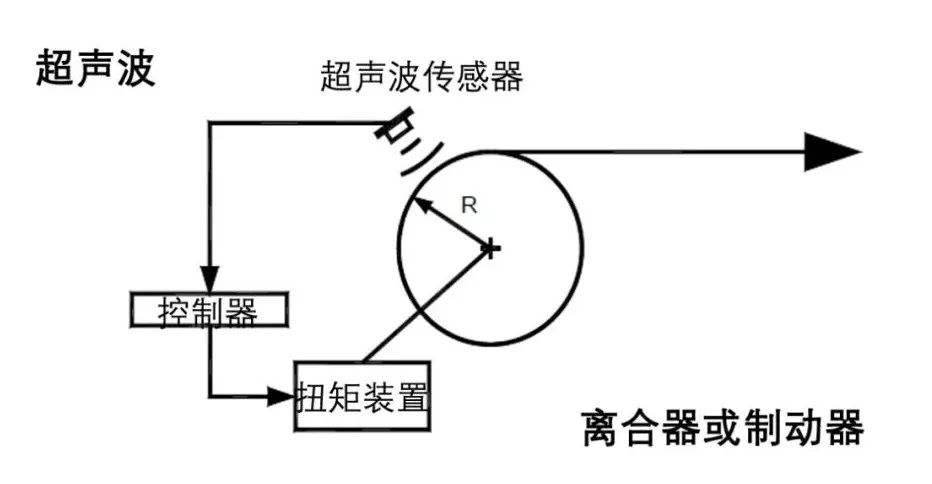
在张力控制系统中,开环控制主要是一种基于预设张力值的控制方法,通过设备本身的机械结构来控制张力的大小。预设张力值被输入到张力控制器中,然后控制器会通过控制电机或刹车来使张力维持在预设的值。
(图片来源:Basics of web tension control summary)
(图片来源:Basics of web tension control summary)
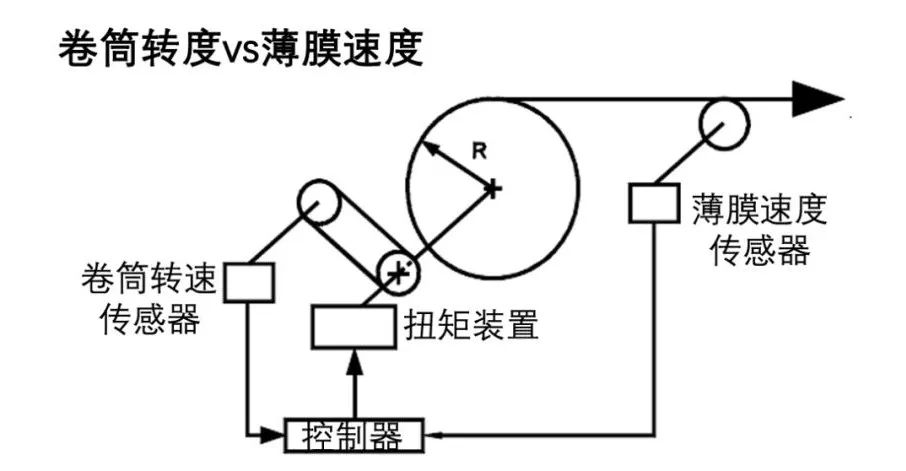
③监测收放卷转速及薄膜的速度控制
(图片来源:Basics of web tension control summary)
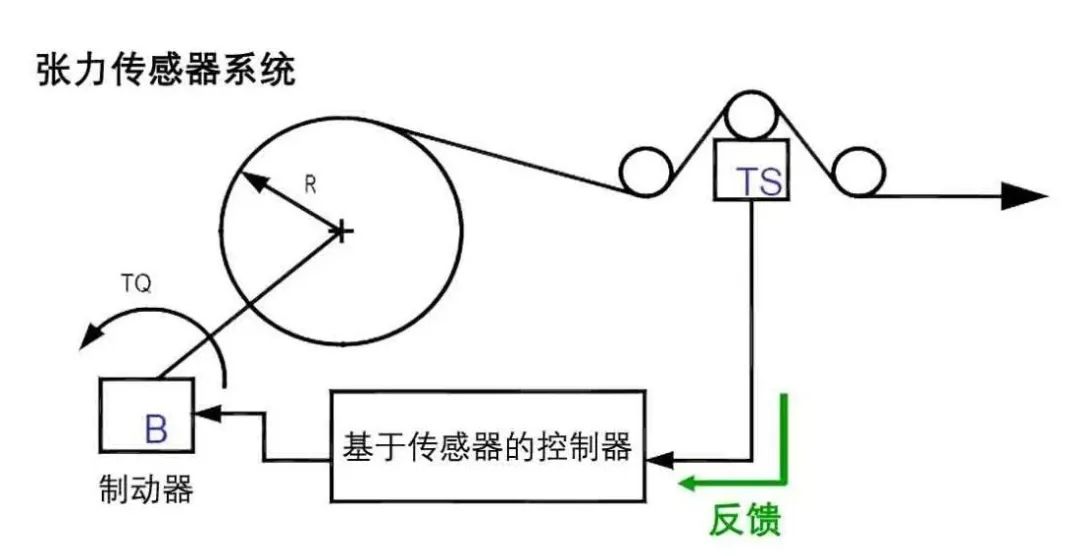
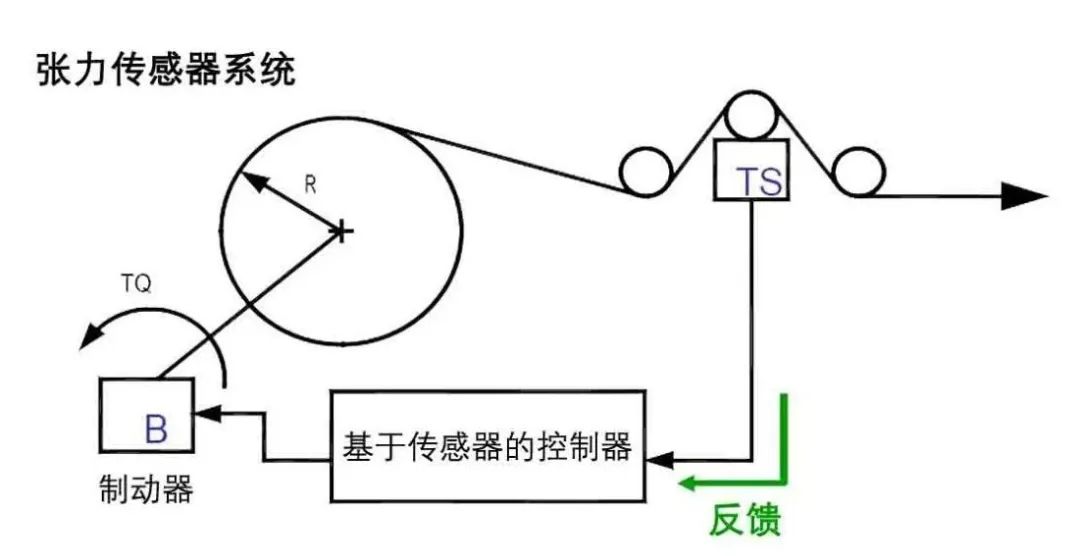
闭环控制是一种反馈控制,它通过对系统输出信号与期望信号之间的差异进行实时监测和比较,计算出控制误差,并将误差信号反馈给控制器来调节系统的控制量。通常使用张力传感器、浮动辊、自由式浮动辊等反馈器件,通过反馈调节,实时修正电机速度、转矩,从而实现较高的张力精度。
①张力传感器控制系统
(图片来源:Basics of web tension control summary)
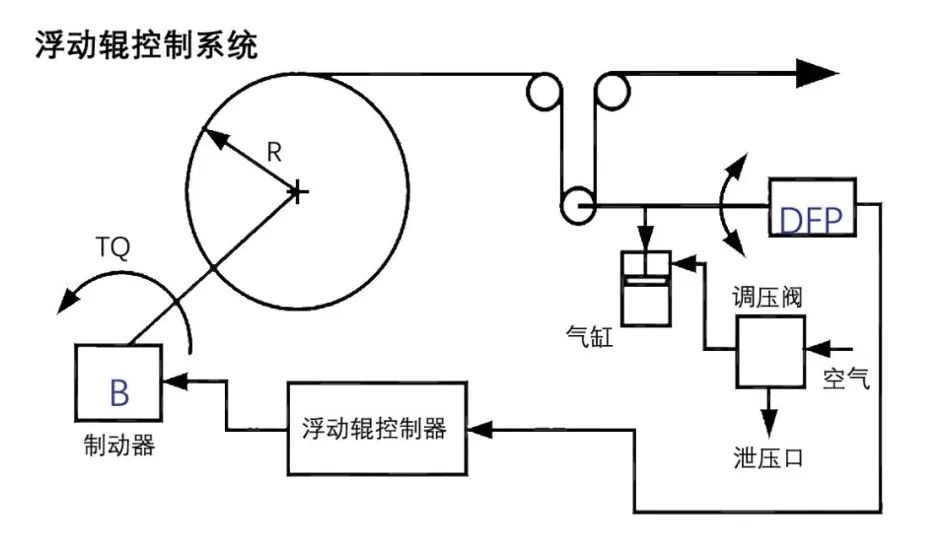
②浮动辊控制系统
(图片来源:Basics of web tension control summary)
[1]Basics of web tension control summary,present by Darrell Whiteside, Sales Channel Manager-Tension Control Maxcess International
[2]A Parameter Self-Tuning Decoupling Controller Based on anImproved ADRC for Tension Systems
[3]Control methodology for tensioned web considering thermal behavior in roll-to-roll manufacturing systems
[4]谢林利.太阳能薄膜电池涂布生产线的张力控制研究[D].江南大学,2015.
[5]杨韵勍.涂布机张力控制系统设计及应用[D].东北大学,2022.
[6]王啸曦.现代涂布工艺流水线相关技术研究[D].江苏科技大学,2020.
[7]范占峰.称重传感器检测系统的设计与实现[D].电子科技大学,2014.
[8]何军锋.基于可编程控制器的分切机控制系统的研究[D].西安理工大学,2009.
[9]张加语.基于线性自抗扰的涂布复合机张力与速度控制[D].上海交通大学,2020.
[10]GB/T 5327—2008《表面活性剂术语》
文章来源:中国涂布技术研究