
电晕处理是提升基材表面张力以增强附着力的常用手段

电晕处理是提升基材表面张力以增强附着力的常用手段。然而,电晕处理后的表面张力并非永久稳定,而是存在表面张力衰减的现象,尤其是不同基材间衰减速度的巨大差异(短则数日,长则逾月),已成为制约工艺稳定性的核心难题。
本文将从衰减机制、影响因素、应对策略及典型案例等方面展开系统分析,并明确表面张力衰减对涂布的影响阈值。
电晕处理通过物理刻蚀或化学改性两个核心机制提升基材表面张力。然而,这些改性效果会随时间推移逐渐衰退,其机制包括:
分子热运动:表面极性基团在热扰动下向材料内部迁移,导致表面极性降低。
环境吸附:空气中的水分、油污等杂质吸附于高能表面,覆盖极性基团,形成物理屏障。
添加剂迁移:基材中的低分子量助剂(如滑爽剂、抗静电剂)向表面析出,削弱极性基团作用。
以聚乙烯(PE)和聚丙烯(PP)为例:电晕处理后,PE薄膜表面张力可能从30 mN/m提升至50 mN/m以上,但若存放于36℃环境中,1个月后表面张力可能降至38 mN/m以下;而PP薄膜在相同条件下,表面张力可能仅下降至42 mN/m,衰减速度明显更慢。这种差异源于基材分子结构与物理性质的根本不同。
#01-分子结构
极性基团
极性基团的作用:基材本身的极性基团(如PET的酯基、尼龙的酰胺基)增强了主链间的结合强度,使迁移阻力增大,表面张力衰减变慢。
非极性基材的劣势:PE、PP等非极性基材仅通过电晕处理引入少量极性基团,这些基团与主链结合弱,易通过分子链运动向内部迁移,导致衰减快。例如,PE薄膜表面张力衰减速度比PET薄膜快3-5倍。
结晶
高结晶度材料的稳定性:结晶区分子链排列紧密、相互作用力强,电晕产生的极性基团迁移需克服更高的能垒。
非晶区的影响:非晶区分子链柔性高,添加剂迁移速度快。低密度聚乙烯(LDPE)非晶区比例高,表面张力衰减速度比高密度聚乙烯(HDPE)快20%-30%。
分子链柔性
柔性链段的迁移:分子链柔性越高(如PE),极性基团和添加剂越易通过链段运动迁移至表面或内部。
#02-添加剂体系
滑爽剂
低分子量滑爽剂的加速效应:芥酸酰胺(分子量337 g/mol)、油酸酰胺(分子量281 g/mol)等常用滑爽剂迁移性强,会覆盖极性基团。PE薄膜中滑爽剂含量每增加0.1%,表面张力衰减速度提升10%-15%。
高分子量滑爽剂的抑制作用:聚乙烯蜡(分子量>5000 g/mol)迁移性低,可显著延缓衰减。例如,添加0.5%聚乙烯蜡的PE薄膜,表面张力有效期延长40%。
抗静电剂
季铵盐类抗静电剂的迁移性:十八烷基二甲基苄基氯化铵等抗静电剂易迁移至表面,加速表面张力下降。其含量每增加0.05%,衰减速度提升8%-12%。
无机填料
纳米填料的阻隔效应:纳米二氧化硅(粒径10-50 nm)、碳酸钙等无机填料迁移性极低,可对极性基团和添加剂的迁移产生物理做个作用。添加2%纳米二氧化硅的PE薄膜,表面张力衰减速度降低40%-50%。
#03-表面形貌
表面粗糙度
粗糙表面的稳定性:电晕处理形成的微观粗糙结构可增加表面积,延缓极性基团和添加剂的迁移。但过度粗糙(如Ra>0.5 μm)可能导致环境杂质吸附加速,反而促进衰减。
光滑表面的劣势:表面光滑(Ra<0.1 μm)的基材,添加剂迁移路径短,衰减更快。例如,光滑PE薄膜的表面张力衰减速度比微粗糙薄膜快25%。
孔隙结构
多孔基材的吸附效应:多孔材料(如某些发泡基材)易吸附环境水分和杂质,加速表面张力下降。其孔隙率每增加10%,衰减速度提升15%-20%。
#04-热性能
玻璃化转变温度(Tg)的影响
Tg与分子运动的关系:Tg是分子链段开始运动的温度。基材Tg越高(如PET的Tg≈80℃),分子链在常温下运动能力越弱,极性基团和添加剂迁移阻力大,衰减慢。PE的Tg≈-120℃,PP的Tg≈-10℃,二者分子链在常温下运动活跃,衰减较快。
热稳定性
高温下的加速衰减:基材在高温下(如>Tg)分子链运动加剧,表面张力衰减速度呈指数增长。例如,PE薄膜在60℃下的衰减速度是20℃下的5倍。
#05-环境响应性
吸水率
高吸水率材料的加速衰减:基材吸水后,水分子会渗透至表面,与极性基团形成氢键,削弱其与主链的结合力,促进迁移。尼龙(吸水率2%-10%)的表面张力衰减速度比PP(吸水率<0.01%)快3-4倍。
化学稳定性
不耐氧化基材的衰减:基材若易被臭氧等活性物质氧化(如某些橡胶),电晕处理后表面结构可能被破坏,加速衰减。例如,天然橡胶薄膜的表面张力衰减速度比PP薄膜快10倍以上。
#06-处理工艺参数
处理强度:电晕功率过高会导致基材表面碳化,破坏极性基团结构,反而加速衰减。例如,PE薄膜在功率超过20 W/min/m²时,表面张力衰减速度比适度处理(10-15 W/min/m²)快30%。
电极间隙:间隙过小易局部过热,间隙过大则能量分散,均影响处理均匀性与稳定性,间接影响衰减速度。
#01-衰减规律的“指数曲线”
表面张力衰减遵循指数规律:初始衰减快,后逐渐趋稳。不同基材斜率差异显著(PE:5%-10%/天,PP:2%-3%/天)。
处理后表面张力瞬间升至峰值(如PP从30-32mN/m升至40-50mN/m),曲线陡峭上升。
引入的极性基团受环境影响(如吸附污染物)导致张力下降,曲线平缓下降,持续数小时至数天。
表面达到动态平衡,张力稳定在高于基材但低于初始峰值的水平(如35-40mN/m),曲线接近水平直线。
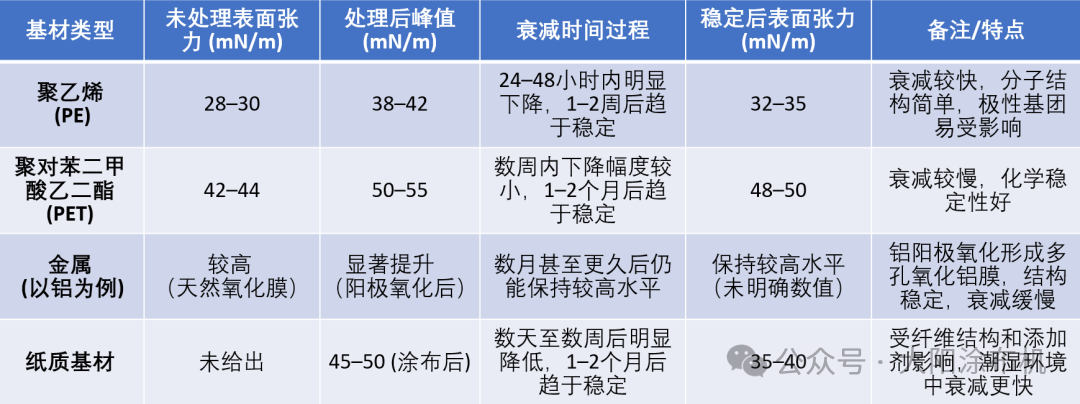
#02-不同基材的衰减曲线差异
#01-涂布工艺对表面张力的基本要求
润湿性阈值:涂布液需完全润湿基材(接触角θ<10°)。根据杨氏方程基材表面张力(γₛ)需比涂布液表面张力(γₗ)高 3-5 mN/m如:
水性涂布液(γₗ≈40):γₛ需≥43 mN/m。
溶剂型涂布液(γₗ≈25):γₛ需≥28 mN/m。
#02-表面张力衰减的临界值
短期影响(<7天):若γₛ衰减至低于γₗ(如从50mN/m降至38mN/m,γₗ=40mN/m),涂布液无法润湿,导致涂层不连续、附着力下降。
#03-不同涂布工艺的敏感度
高精度涂布(如光学膜、锂电池隔膜):对波动敏感,γₛ衰减>2 mN/m即可能导致涂层不均、性能下降。
普通包装涂布:可容忍γs衰减5-8 mN/m,但需确保最终γs仍高于涂布液要求值。
#01-工艺优化
基材适配性调整:根据基材类型(如PE、PP、PET)优化电晕功率、电压与处理时间。例如,PE薄膜处理功率建议控制在5-15 W/min/m²,PP薄膜可提升至10-20 W/min/m²。
二次处理:对需长期存放的基材,可在涂布或印刷前进行二次电晕处理,恢复表面张力至工艺要求值。
在线处理:在涂布机或印刷机前安装电晕装置,实现“处理-涂布/印刷”连续化生产,避免中间存放环节。
#02-环境管理
低温低湿储存:将电晕处理后的基材存放于温度≤20℃、相对湿度≤50%的环境中,可显著延长有效期。例如,某企业通过控制仓库温湿度,将PE薄膜表面张力有效期从1个月延长至3个月。
洁净包装:采用防尘袋或密封包装,减少环境杂质吸附。
#03-材料改性
选择低迁移添加剂:优先使用高分子量助剂(如分子量>1000 g/mol的滑爽剂),减少低分子物质向表面迁移。
表面涂层保护:在电晕处理后立即涂布一层极薄的水性或溶剂型保护层(如聚乙烯醇涂层),隔离环境影响。
纳米复合技术:在基材中添加纳米无机颗粒(如二氧化硅、氧化铝),通过物理阻隔作用抑制添加剂迁移。例如,添加1%纳米二氧化硅的PE薄膜,表面张力衰减速度降低40%。
初始处理:PE薄膜电晕处理后γs=52 mN/m,涂布水性胶粘剂(γl=40 mN/m),接触角θ≈5°,涂层附着力达标。
衰减后:存放7天后γs降至38 mN/m(<γl),接触角θ≈45°,出现缩孔;存放14天后γs=35 mN/m,涂层完全脱落。
阈值确定:该案例中,PE薄膜表面张力衰减至40 mN/m(即下降12 mN/m)时,涂布质量开始显著下降。因此,需控制γs衰减幅度<10 mN/m(从初始值计算),或确保最终γs≥涂布液γl+3 mN/m。
通过以下措施解决问题:
工艺优化:将电晕功率从15 W/min/m²降至10 W/min/m²,避免过度处理;同时增加处理时间至3秒,确保改性深度。
环境控制:在仓库安装除湿机,将相对湿度从70%降至40%。
实施后,PE薄膜表面张力1个月后仍保持45 mN/m以上,涂布良率从82%提升至98%。
材料改性:将滑爽剂从芥酸酰胺(分子量337 g/mol)替换为高分子量聚乙烯蜡(分子量>5000 g/mol),迁移速度降低80%。
结语
对于涂布基材表面张力的处理,不能再停留在简单的“提升后直接使用”,而应全面考虑基材选择、工艺优化、环境管理及材料改性的综合体系。
关键要点:根据基材特性精准调控电晕参数,在各环节将衰减防控措施落实到位,并构建数据驱动的闭环控制系统,以满足高端涂布对附着力和工艺稳定性的严苛要求。


